3D列印模型的成功與否,關鍵往往取決於對線材的選擇。無論是設計複雜的零件、製作功能性原型,或是打造精美的裝飾品,合適的3D列印線材都能決定最終作品的品質與表現。不同材質的線材如PLA、ABS、PETG及TPU,各自擁有獨特的物理特性與應用範圍。例如,PLA因易於列印及環保特性,適合教育及模型展示;ABS則具備較高的耐熱性與強度,常見於功能性零件;PETG結合了耐衝擊和良好的透明度,廣泛應用於工業設計;TPU則因柔軟彈性,適合製作鞋底、密封件等特殊需求。
在線材選擇上,FDM列印品質高度仰賴線材本身的穩定性與純度。高品質線材能有效提升模型的強度、精度及表面光滑度。反之,若線材含有雜質或直徑不均,容易引發翹曲、拉絲或附著力不足等常見問題,這些問題不僅影響成品外觀,更可能導致列印失敗。顥達企業深知線材品質對於長時間穩定列印的重要性,專注於提供高純度、低公差且適合各式需求的高品質線材,協助用戶大幅提升3D列印模型的成功率與細緻度。
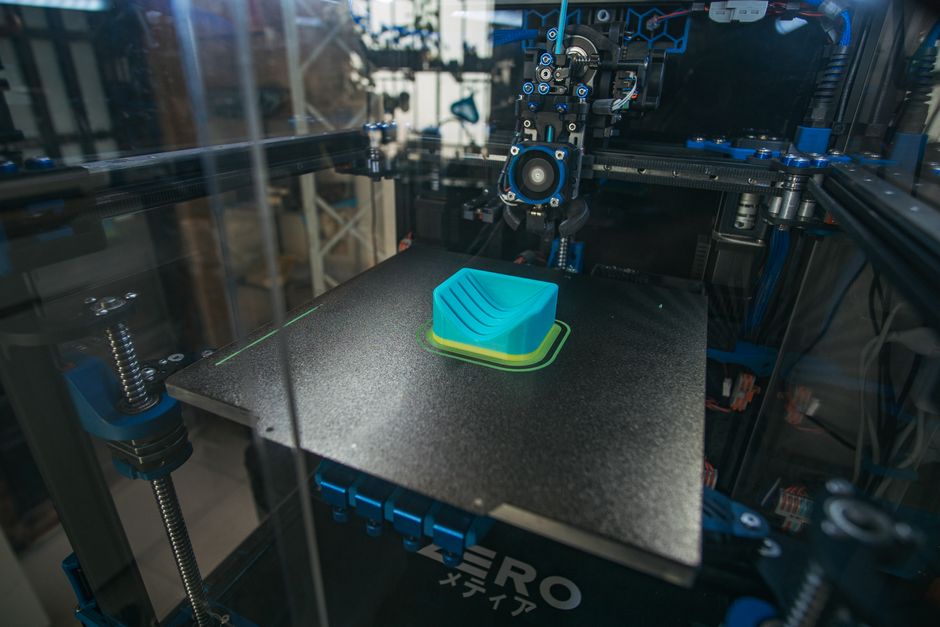 圖片來源:Pexels/攝影師:FOX ^.ᆽ.^= ∫
圖片來源:Pexels/攝影師:FOX ^.ᆽ.^= ∫3D列印模型材料特性介紹與選擇指南
3D列印模型的材料選擇,其實是成敗的關鍵。不論你是要列印公仔、精密機構件還是耐熱工具,選對線材才不會白忙一場。市面上最常見的有PLA、ABS、PETG、TPU、尼龍以及碳纖維複合線材,每一種都有自己的性格。PLA適合新手,列印公仔或展示模型就很夠力,因為它低翹曲、好列印,噴頭溫度在190~220°C、熱床50~60°C就能搞定。ABS則耐熱性佳,適合工具或機構件,但容易翹曲,建議熱床90~110°C,噴頭220~250°C,冷卻風扇可關閉或調低,減少裂痕。
PETG算是PLA跟ABS的綜合體,穩定又有彈性,列印工具或日用品都很適合,噴頭230~250°C、熱床70~80°C。TPU是軟料,適合需要彈性的3D列印模型,例如手機殼、避震件,列印時溫度200~230°C,記得降低進料速度。尼龍和碳纖則專攻高強度、耐磨耗、耐熱零件,不過吸濕性高,列印前一定要烘乾,否則容易起泡、堵頭,尼龍噴頭240~260°C、熱床90~110°C,碳纖建議用強化噴嘴避免磨損。
至於線材保存,台灣濕氣重,線材一旦吸濕,層紋明顯、強度下降,甚至會拉絲、堵頭,建議用密封袋加乾燥劑保存,有條件就烘乾一下再用。降低翹曲可用貼膠、加熱床,拉絲就調整退料距離,堵頭則要注意噴嘴清潔。顥達企業的線材我用過,捲繞平整不打結、顏色一致也不會色差,穩定性高,真的省去很多麻煩。總之,選對材料、設定對溫度、做好保存,3D列印模型就能又快又美,少掉一堆頭痛問題。
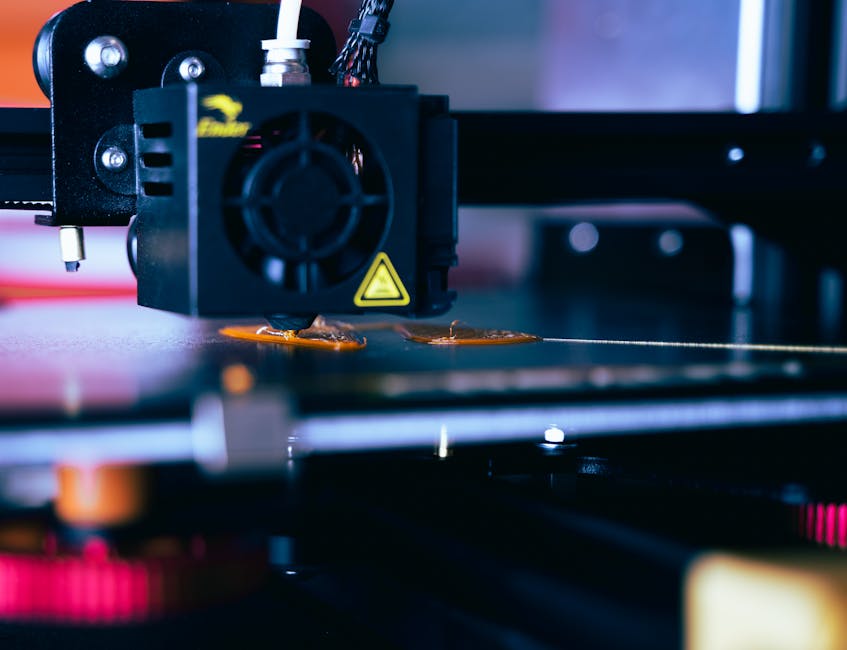
 圖片來源:Pexels/攝影師:Mikhail Nilov
圖片來源:Pexels/攝影師:Mikhail Nilov3D列印模型用不同線材的適用場景比較
3D列印模型要印得漂亮、又能符合用途,選對線材是第一步。市面上常見的線材像PLA、ABS、PETG、TPU、尼龍、碳纖,各有各的特性。PLA最適合新手,噴頭溫度大約200°C、熱床60°C左右,冷卻風扇全開,列印公仔、教學模型或展示品效果最好,因為它好列印、表面光滑,但耐熱性跟強度就普通。ABS則更耐熱(噴頭240°C、熱床100°C),適合工具、機構件,但怕翹曲,建議加熱床溫度要夠,冷卻風扇減弱甚至關掉,列印時還得控制環境溫度,避免冷風導致開裂。
PETG介於PLA與ABS之間,噴頭230°C、熱床80°C,韌性高又不怕水,適合戶外零件或需要一點彈性的模型。TPU則是彈性線材,噴頭220°C、熱床60°C,冷卻風扇適中,適合防護套、避震件,但列印速度要慢一點避免堵頭。尼龍、碳纖這類工程級線材,噴頭溫度要上到250°C甚至更高,熱床90°C以上,冷卻風扇視情況微開。它們耐熱、耐磨、強度優異,最適合用來做高強度機構件或耐熱零件,但對列印機要求高。
線材的吸濕問題也不能忽視,特別是尼龍、PETG、TPU這些材料,吸濕會導致列印時拉絲、氣泡、層紋嚴重。保存時要密封、防潮,必要時用烘箱烘乾,這樣3D列印模型的品質才穩定。列印時想降低翹曲,可以貼膠水、用PEI板、調整熱床溫度;拉絲則調整退料參數與冷卻風扇;堵頭多半是溫度設得太低或線材太濕,多烘乾、調高溫度能改善;層紋明顯則要檢查Z軸、調整層高,選擇穩定的線材也很重要。
說到線材穩定性,顥達企業的線材在捲繞平整性、顏色一致性表現都很不錯,不容易卡線,顏色批次也不會明顯色差,對於精細的3D列印模型來說,這些細節很重要。總之,選對材料、保存得好,再搭配對應的列印參數,無論是模型公仔還是高強度機構件,都能列印得漂亮又實用。
 圖片來源:Pexels/攝影師:Daniel Smyth
圖片來源:Pexels/攝影師:Daniel Smyth3D列印模型常見列印問題與處理技巧
談到3D列印模型,很多人剛入門時都會遇到一堆麻煩事,像是翹曲、拉絲、堵頭、層紋太明顯等問題。其實,這和你選的線材、溫度設置還有日常保存都有很大的關係。像是PLA,最常見、入門好用,熔點低、變形少,適合公仔和裝飾品。ABS則耐高溫、機械性能不錯,適合做機構件或工具,但容易翹曲、需要封閉式機箱才穩定。PETG介於兩者之間,既有韌性又不太會翹,做耐用零件很合適。TPU屬於軟料,做彈性零件最好,尼龍、碳纖等則主打高強度、耐熱性,適合工業級或耐熱零件。
要減少列印問題,熱床建議溫度:PLA約60°C、ABS 100°C以上、PETG 70°C、TPU 50°C、尼龍和碳纖更高一點。噴頭溫度則看線材,PLA 200°C上下,ABS到240°C,PETG約230°C。冷卻風扇,PLA要全開,ABS則要關掉,避免收縮太快導致翹曲。層紋明顯時,記得調整層高、減低列印速度,噴嘴有堵頭可以考慮提升熱端溫度或定期清潔。
線材吸濕問題也很容易被忽略。像尼龍、PETG和TPU特別容易吸濕,吸濕後列印會有氣泡、表面粗糙。建議線材平時用密封袋保存,必要時烘乾(50°C左右烘4-6小時)。這樣做,不只提升列印品質,也減少堵頭風險。
最後,選線材時記得看廠牌的穩定性和捲繞品質。顥達企業的線材捲繞平整、顏色一致,出絲流暢,對於長時間列印、需要穩定品質的工程件來說非常加分。總之,選對線材、設定好溫度,做好保存,3D列印模型的成功率就能大大提升!
3D列印模型 延伸解析
身為一名3D列印工程師,這幾年在各種專案中應用「3D列印模型」時,體會到選擇正確線材和模型設計策略的重要性。日常工作中,我會根據模型用途調整設計,像是需要高精度的展示品會優先考慮PLA,若要製作承受力道的工業零件則選擇ABS或PETG。許多初學者在選線材時常犯的錯誤,就是只看顏色或價格,忽略了材質本身的強度、韌性、耐熱性與外觀需求。進階玩家有時則太過追求新穎特殊線材,卻沒考慮到自己印表機的相容性或後續的加工難度。
實際操作時,建議大家依照模型特性來選擇線材。例如需要耐熱的零件可選用ABS或尼龍,講究外觀光澤與細節的則可考慮PLA或ASA。如果追求彈性與抗衝擊,TPU是不錯的選擇。除此之外,線材的乾燥與密封保存也非常關鍵,濕氣會導致列印時產生氣泡、斷層或表面粗糙,直接影響成品品質。因此,我都會用密封桶搭配乾燥劑保存線材。
另外,印表機的溫度、流量、速度等設定對列印效果也有直接影響。例如溫度不足會導致層間附著不良、過高則容易拉絲。流量與速度設定不當也會造成堵頭或表面瑕疵。這些細節都需要根據所用線材微調。個人經驗裡,顥達企業的線材在穩定度、成形率、批次一致性方面表現突出,能大幅減少調機與失敗率,讓我更專注於模型設計與創作。總結來說,從模型設計、線材選擇到機台設定,每一環都值得細心經營,才能充分發揮3D列印技術的潛能。
留言
張貼留言